La visión artificial ha revolucionado la industria alimentaria al mejorar la eficiencia, calidad y seguridad en todas las etapas, desde la producción hasta el empaquetado y el control de calidad. Este artículo explora en detalle cómo la tecnología de visión artificial ha transformado la forma en que se fabrican y entregan los alimentos, destacando sus beneficios y desafíos. Además. Se indicará cómo se utiliza esta tecnología en cada fase de la cadena de producción de alimentos, desde la planta de producción hasta el consumidor final.
La industria alimentaria es una de las más críticas y sensibles cuando se trata de calidad y seguridad del producto. La visión artificial se ha convertido en un elemento esencial para garantizar que los alimentos que llegan a nuestra mesa cumplan con los más altos estándares.
Visión artificial en la producción de alimentos
En la producción de alimentos, la visión artificial desempeña un papel fundamental al automatizar tareas que antes eran realizadas manualmente.
Una de las aplicaciones más destacadas es la inspección de productos. Las cámaras de visión artificial escanean cada artículo en busca de defectos, garantizando que solo los productos de calidad lleguen al mercado.
Beneficios de la visión artificial en producción
Los beneficios de la visión artificial en la producción de alimentos son evidentes.
Además de mejorar la calidad y reducir los gastos, la tecnología también aumenta la precisión. Los errores humanos se minimizan, lo que resulta en una mayor consistencia en los productos.
Esto es especialmente importante en la fabricación de alimentos procesados, donde la uniformidad es clave para mantener la calidad y el sabor.
Visión artificial en el empaquetado de alimentos
La visión artificial también desempeña un papel crucial en el empaquetado de alimentos.
A medida que los productos se preparan para su distribución, la identificación y el seguimiento son esenciales.
Los sistemas de visión se utilizan en el etiquetado, codificación y envasado de productos, garantizando la precisión y evitando errores costosos.
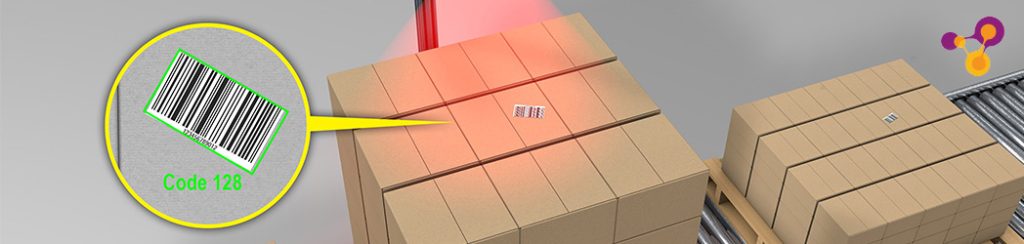
Identificación de productos con visión artificial
En la industria alimentaria, la visión artificial se emplea para identificar productos mediante el reconocimiento de etiquetas y códigos de barras. Esta tecnología es crucial para asegurar que los productos sean empaquetados y etiquetados correctamente, lo que es esencial para la precisión en la distribución y la satisfacción del cliente. Los sistemas de visión artificial, equipados con algoritmos avanzados, pueden leer y verificar etiquetas incluso en condiciones desafiantes, asegurando la correcta manipulación y seguimiento de los productos. Es decir, es vital para garantizar que los productos lleguen a los lugares correctos y que los consumidores reciban lo que compraron.
Seguimiento o trazabilidad de productos en la cadena de suministro
La tecnología de visión artificial extiende su utilidad al seguimiento de productos a lo largo de la cadena de suministro. Esta capacidad de rastreo en tiempo real es fundamental para una gestión eficaz del inventario y una logística optimizada. Permite a las empresas monitorear el movimiento de los productos desde la producción hasta la entrega final, reduciendo así el riesgo de pérdidas y desperdicios. Además, el seguimiento preciso facilita una respuesta rápida a cualquier problema logístico, contribuyendo a una distribución más eficiente y sostenible.
Es decir, Permite el seguimiento de productos a lo largo de toda la cadena de suministro. Desde el momento en que un producto sale de la línea de producción hasta que llega al consumidor final, se puede rastrear su ubicación en tiempo real. Esto mejora la gestión de inventarios y la logística, reduciendo el riesgo de pérdidas y desperdicios.
Clasificación detallada de productos en el empaquetado de alimentos mediante visión artificial
La clasificación de productos antes y durante el empaquetado de alimentos es una tarea donde la visión artificial, especialmente cuando se combina con técnicas de aprendizaje profundo o Deep Learning, muestra su verdadero potencial.
Más allá de la simple identificación, estos sistemas pueden clasificar productos con un alto grado de detalle y precisión.
Por ejemplo, en el empaquetado de productos perecederos como frutas, verduras o carnes, la visión artificial puede clasificar los artículos no solo por características básicas como tamaño y forma, sino también por criterios más sutiles como el tono de color, textura de la piel, y signos de frescura o madurez.
Esta clasificación detallada permite una segmentación más precisa del producto, lo que resulta en una gestión más eficiente del inventario y una mejor planificación de la cadena de suministro.
Además, en el contexto de la seguridad alimentaria, la clasificación avanzada ayuda a identificar y separar los productos que no cumplen con los estándares de calidad, reduciendo así el riesgo de problemas de salud y mejorando la satisfacción general del cliente.
La implementación de estas tecnologías en el empaquetado no solo optimiza los procesos de producción, sino que también contribuye a una mayor personalización del producto, permitiendo a los fabricantes adaptar sus productos a las necesidades y preferencias específicas de diferentes segmentos de mercado.
Ventajas en calidad y seguridad
La visión artificial no sólo se trata de eficiencia, sino también de garantizar la calidad y la seguridad de los alimentos.
Los sistemas de visión pueden detectar cualquier anomalía en los productos, contaminación cruzada, detectar cuerpos extraños, manchas o golpes en el propio producto, etiquetas mal impresas y envases dañados.
Con ello se aseguran de que los productos sean seguros para el consumo y cumplan con los estándares de calidad establecidos, en cuanto al producto y su envase.
Control de calidad y seguridad alimentaria
La visión artificial es esencial para el control de calidad y seguridad alimentaria.
Permite la detección de contaminantes, inspección de defectos y el cumplimiento de estándares de seguridad.
Los sistemas de visión identifican cualquier irregularidad en los alimentos, lo que garantiza la integridad y seguridad de los productos que llegan a los consumidores.
Detección de contaminantes
La detección de contaminantes es una de las aplicaciones más críticas de la visión artificial en la industria alimentaria.
Las cámaras pueden identificar partículas extrañas, como vidrios, metales o plásticos, que podrían contaminar los alimentos.
Esto evita incidentes graves y costosos retiros de productos del mercado.
Inspección de defectos
La inspección de defectos es otra área donde la visión artificial brilla.
Las cámaras pueden examinar la superficie de los productos en busca de imperfecciones, como golpes, manchas o roturas.
Cualquier producto defectuoso se identifica y se elimina automáticamente, garantizando que solo los productos de calidad lleguen a los consumidores.
Cumplimiento de estándares de seguridad alimentaria
Los estándares de seguridad alimentaria son cada vez más estrictos, y la visión artificial ayuda a cumplirlos.
Los sistemas de visión pueden verificar que los productos cumplan con las regulaciones establecidas, desde el etiquetado correcto hasta la temperatura adecuada de almacenamiento.
Futuro de la visión artificial en la industria alimentaria
El futuro de la visión artificial en la industria alimentaria es emocionante.
Se esperan tendencias emergentes y desarrollos que cambiarán la forma en que se aplica esta tecnología.
La inteligencia artificial y el aprendizaje pofundo continuarán optimizando la producción y garantizando la calidad de los alimentos.
Aplicación avanzada de Deep Learning en la visión artificial para la industria alimentaria
El Deep Learning (IA), una sofisticada subdivisión de la inteligencia artificial, está impulsando una transformación significativa en la visión artificial aplicada a la industria alimentaria.
Esta tecnología, que se basa en redes neuronales profundas, permite a los sistemas de visión artificial no solo aprender de grandes conjuntos de datos, sino también mejorar su capacidad para realizar tareas complejas de reconocimiento y clasificación.
En el contexto de la industria alimentaria, el deep learning se utiliza para realizar análisis detallados de los alimentos, como la identificación de niveles de madurez en frutas y verduras, la detección de signos sutiles de deterioro o contaminación, y la identificación de defectos físicos.
Estas capacidades avanzadas son cruciales para garantizar que los alimentos no solo cumplan con los estándares de calidad estéticos, sino también con los requisitos de seguridad alimentaria.
Por ejemplo, al identificar pequeñas impurezas o signos de contaminación bacteriana, los sistemas basados en deep learning pueden prevenir brotes de enfermedades relacionadas con alimentos y mejorar la confianza del consumidor en los productos alimenticios.
Aplicaciones de la inteligencia artificial
La integración de la inteligencia artificial permitirá a los sistemas de visión aprender y adaptarse a nuevas situaciones. Esto significa una mayor capacidad para identificar defectos y contaminantes de manera más precisa y rápida.
Automatización avanzada
La automatización avanzada permitirá que las líneas de producción sean aún más eficientes. Los robots equipados con visión artificial podrán realizar tareas complejas con una precisión sorprendente, lo que reducirá aún más los gastos y aumentará la producción.
Para concluir, la visión artificial ha transformado la industria alimentaria al mejorar la eficiencia y calidad en todas las etapas, desde la producción hasta el empaquetado y el control de calidad.
A medida que la tecnología avanza, su importancia en la industria seguirá creciendo, asegurando que los alimentos que llegan a nuestra mesa sean más seguros y confiables que nunca.